Friction Factor: The Small Coefficient Driving Pressure Drop
If you want to size a pipe or duct accurately, you must calculate the friction factor: a technical, iterative process with multiple variables (Re, material, diameter, temperature). This guide explains the methods and shows you how to apply them, so your pressure drop calculations are always precise.

Friction factor is the dimensionless coefficient that determines pressure drop in pipe and duct systems. Can a fraction of a decimal point derail your entire mechanical system? In fluid dynamics, this number is the difference between a highly-efficient design and a pump-straining installation, dictating the energy required so that you can size your system accurately.
Key points in this article:
- The Core: Friction factor (
f) quantifies the resistance fluid encounters against pipe / duct walls. - The Variable: It changes based on the temperature, flow regime (laminar vs. turbulent) and pipe or duct material (roughness).
- The Tool: The Darcy-Weisbach equation uses
fto determine real-world pressure drop. - The Solution: Modern software like h2x automates these complex iterations to ensure accuracy.
What Is the Friction Factor?
Friction factor (f) quantifies resistance to flow inside a pipe or duct. It rolls together the effects of Reynolds number (Re) and relative roughness (ε/D), so you can estimate pressure loss across straight runs with the Darcy-Weisbach equation.
In laminar flow (Re < 2000), friction factor depends only on Reynolds number. In turbulent flow (Re > ~4000), it depends on both Re and wall roughness. Transitional flow sits in the middle; avoid designing there when you can, because the calculations become less predictable.
Definition: Friction factor (f) is a dimensionless coefficient used in fluid mechanics to represent the internal resistance to flow within a pipe or duct.

The Darcy-Weisbach Framework
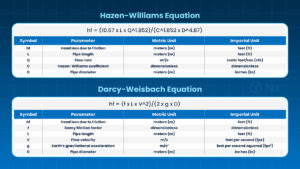
The Darcy-Weisbach equation is the industry "gold standard" for computing head loss or pressure drop. Unlike the Hazen-Williams method, which is limited primarily to water at specific temperatures, Darcy-Weisbach is a universal powerhouse. It works regardless of whether you are moving chilled water, glycol blends, or compressed air. Additionally, you can read more about the differences of Hazen-Williams vs. Darcy-Weisbach here.
- Head loss:
hf = (f × L × v²) / (2 × g × D) - Pressure drop:
ΔP = f × (L/D) × (ρ × v² / 2)
Where:
ΔP = pressure drop, hf = head loss, L = length, D = internal diameter, ρ = density, v = mean velocity, g = gravitational acceleration.

By using the true internal diameter (ID or just D) and precise roughness coefficients for your specific material (be it copper, PEX, or stainless steel), you ensure the calculated pump head is neither undersized (leading to flow failure) nor oversized (leading to wasted energy and increased capital costs).

Here is an example of the different roughness coefficients for common materials.
How To Calculate The Friction Factor?
First, calculate the Reynolds number (Re) to identify the flow regime and choose the right friction factor method.
Re = (ρ × v × D) / μ = (v × D) / ν
To ensure the Reynolds number remains dimensionless, use consistent units:
- Metric:
ρ(kg/m³),v(m/s),D(m),μ(Pa·s),ν(m²/s) - Imperial:
ρ(lb/ft³),v(ft/s),D(ft),μ(lb/ft·s),ν(ft²/s)
As a guide, Re < 2000 is laminar, 2000-4000 transitional (avoid), Re > ~4000 turbulent.
Laminar (Re < 2000):
Darcy friction factor formula: f = 64 / Re. It's exact, fast, and independent of roughness. However, sustained laminar flow is usually undesirable in mechanical and plumbing systems because it can promote sediment buildup, poor heat transfer, and unstable control; designers typically target stable turbulent regimes with acceptable velocities and friction rates.
Turbulent (Re > ~4000), choose one:
- Colebrook-White (implicit):
1/√f = −2 log10[(ε/D)/3.7 + 2.51/(Re√f)]
Gold standard but requires iteration. - Swamee-Jain (explicit):
f = 0.25 / [log10((ε/D)/3.7 + 5.74/Re^0.9)]²
Close to Colebrook without iteration, great for design tools. - Moody chart / Moody diagram:
Quick visual method linkingRe,ε/D, andf. Therefore, ideal for checks and teaching.

If you prefer a single, reliable workflow: compute Re, find ε/D, apply Swamee-Jain for speed, then sanity check with the Moody chart.
Quick Comparison Table
| Method | Flow Regime | Best Use Case | Accuracy / Notes |
|---|---|---|---|
| Laminar (f = 64/Re) | Laminar (Re < 2000) | Slow, viscous fluids or micro-channels (rare in building services) | Theoretical exact; independent of roughness |
| Colebrook-White (implicit) | Turbulent (Re > 4000) | Final design, software solvers, high-accuracy needs | Industry gold standard (requires iteration) |
| Swamee-Jain (explicit) | Turbulent (Re > 4000) | Quick manual checks, early sizing, spreadsheet use | Very high (typically within 1% of Colebrook) |
| Moody Chart | Turbulent (Re > 4000) | Visual checks and teaching | Moderate (graphical reading) |
As shown above, most practical designs rely on turbulent flow methods. Additionally, the exact value of the friction factor in these regimes is influenced by several key variables...
What Affects Friction Factor (and Your Pressure Drop)?
Engineering is the art of managing variables. When calculating your friction factor, several "real-world" conditions can shift your results. Therefore, let's examine each factor:
- Reynolds number (flow regime): higher
Re(turbulent) typically lowersfuntil roughness starts to dominate. - Relative roughness (
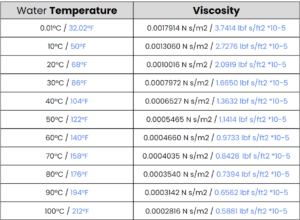
ε/D): rougher walls raisef; lining or smoother pipe / duct lowers it. - Viscosity & temperature: colder water or high-glycol mixes increase viscosity to higher
fandΔP. - Diameter & velocity: smaller
Dand highervamplify losses quickly (ΔP ∝ v²). - Aging & fouling: deposits effectively increase roughness; re-commissioned plant often "finds" extra head loss.
Choosing a Method: Colebrook (and Modern Tools)
Colebrook-White is the benchmark for accuracy in turbulent flow, and with today's software you don't need to hand-iterate it. Use tools that solve Colebrook automatically (e.g., h2x design software or a Pressure Drop Calculator), so you stay correct while focusing on diameters, velocities, and materials.
Swamee-Jain still has value as a quick, explicit cross-check during early sketches or reviews. However, when a modern solver is available, default to Colebrook for final sizing and use the Moody chart only as a visual sanity check.
A practical pattern that teams like:
- Early sizing and "what-ifs": Swamee-Jain.
- Final checks and documentation: confirm with Colebrook-White or a Moody overlay.

Common Pitfalls (and How to Avoid Them)
- Mixing Darcy and Fanning: check the legend; Fanning = Darcy/4.
- Nominal vs. internal diameter: always use internal diameter for
D. - Wrong roughness: lined, plastic, or aged metals have very different
ε. - Property drift: using 20 °C / 68 °F water properties for 60 °C / 140 °F circuits, or ignoring glycol.
- Transitional flow: designs around
Re ≈ 2500-3500can produce instability, so target turbulent regimes whenever possible.
Quick Design Checklist
- Confirm fluid properties at design temperature (and glycol %).
- Calculate
Re, find the material'sε/D, choose a method like Colebrook-White. - Compute
f, thenΔPandh_fwith Darcy-Weisbach. - Check pressure drop rate stays below your project's maximum recommended limit.
- Re-run calculations when architectural changes force new routes or sizes, or when assumptions (temperature, glycol %, roughness) shift as
Re,f, andΔPwill change.
How h2x Design Software Automates Friction Factor
![]()
Traditionally, achieving an accurate friction factor is difficult without software. While charts are useful references, they rely on fixed assumptions for temperature and material roughness that likely won't match your specific use case. h2x software removes this hurdle by embedding CIBSE-verified Darcy-Weisbach calculations directly into your design. Furthermore, it delivers the speed and precision of automated Colebrook-White iterations in real-time, ensuring your pressure drop results are always accurate to your exact design conditions.
As you draw your layout, h2x works in the background:
- Automated Calculations: It instantly calculates
Reandffor every circuit based on your chosen material and fluid properties. - Dynamic Updates: If you change a pipe or duct diameter from 32mm to 40mm, the software automatically recalculates the new velocity and friction factor, updating the total pressure drop across the entire system.
- Simple Inputs: Instead of hunting through tables for roughness coefficients, you simply select your pipe / duct material, and the software applies the correct values. This allows you to focus on high-level design while the software handles the mathematical heavy lifting.
- Instant Exports: When layouts change, calculations stay up to date, and you can export drawings and documentation to Revit, AutoCAD, branded PDFs, and a bill of materials.
Conclusion: Turn f from a Risk into a Routine
Small changes can tip your design into a new regime, swapping DN40 (1½ in) for DN32 (1¼ in), shifting from 50 °C to 60 °C (122-140 °F), or adding a little glycol.
h2x recalculates Re, ε/D, f, and Darcy-Weisbach losses as you edit diameter, route length, temperature, or fluid blend, so velocity, pressure drop, and pump duty stay correct as the design evolves.
Ready to streamline your design process? Check out our full list of features to see how automated, verified calculations, live 3D, and exports can simplify your next project!

Friction Factor FAQs
What is the friction factor?
It's a dimensionless coefficient that captures internal pipe and duct resistance, so you can compute pressure drop with Darcy-Weisbach. Engineers usually mean the Darcy friction factor unless they specify Fanning friction factor.
How do you calculate the friction factor?
Use the Colebrook-White equation for turbulent flow to solve for the Darcy friction factor with Re and ε/D. Meanwhile, for laminar cases use f = 64/Re and avoid designing in the transitional range.
What is a typical friction factor value?
For most turbulent flow applications in clean, commercial pipes or ducts, expect f between 0.01 and 0.04. Smooth materials like copper or PEX trend toward the lower end (0.01-0.02), while rougher pipes like galvanized steel or aged cast iron push toward 0.03-0.04. Laminar flow produces higher values, often 0.05 to 0.32, but remember that laminar regimes are generally avoided in HVAC and plumbing design. Consequently, if your calculated f falls outside these ranges, double-check your Reynolds number, roughness coefficient, and unit consistency.
Which is better: Colebrook or Swamee-Jain?
Use Colebrook-White when correction matters, it's the industry benchmark for turbulent flow friction factor. Consequently, teams that sort accuracy default to Colebrook and reserve Swamee-Jain only for quick, early checks before final confirmation with software or Moody chart.
What factors affect the friction factor?
Reynolds number, relative roughness, temperature/viscosity, diameter, and velocity. Moreover, aging, scaling, or lining changes effective roughness and therefore f.
What is the Darcy friction factor formula?
For turbulent flow, use the implicit Colebrook-White relation: 1/√f = −2 log10[ (ε/D)/3.7 + 2.51/(Re √f) ], seeding iteration with f0 = [ 1.14 − 2 log10(ε/D) ]−2. Alternatively, for laminar flow use f = 64/Re.
Notes: ε = (absolute roughness), D = internal diameter, Re = Reynolds number.
How is friction factor used in the Darcy equation?
In Darcy-Weisbach, head loss is: hf = (f × L × v2) / (2 × g × D) and pressure drop is ΔP = f × (L/D) × (ρ × v2 / 2). Therefore, once you know the Darcy friction factor (f), you can compute hf or ΔP for a run; add minor-loss terms (K v2/2g) for fittings when needed.
Is the Moody chart still relevant?
Yes, the Moody diagram remains highly relevant for visual checks, training, quick estimates, and catching errors in units, conventions, or input values that spreadsheets or code might hide.
Ready to see how h2x gets friction factor right the first time? Watch a demo or book a personal 1:1 demo with h2x today!
Meet the author

Daniel Mousdell
Daniel Mousdell is a Digital Marketer at h2x, where he creates technical content and resources for HVAC and MEP engineers. Outside of work, he runs LilWayneHQ.
Article Last Updated: February 3, 2026